ARTICULO CIENTÍFICO – REVISTA INGENIERÍA
Gustavo Adolfo Medina Hoyos 1
Gina Pamela Montalvo Montalvo 2
Manuel Humberto Vásquez Coronado3
La presente investigación tuvo como objetivo mejorar la productividad en el proceso productivo de pallets en la empresa Maderera Nuevo Perú S.A.C, mediante un Sistema de Gestión basado en Lean Six Sigma. Para ello, primero se realizó un análisis en el Área de producción utilizando el Diagrama de Ishikawa, VSM actual y documentos otorgados por la empresa, además se contó con la ayuda de los trabajadores de dicha área que mediante de un cuestionario nos brindaron mayor información con el fin de obtener las causas principales a la baja productividad.
En segundo lugar, se trabajó con la metodología DMAIC y para ello se propuso utilizar dos pilares del TPM, que son el mantenimiento autónomo y el mantenimiento preventivo, acompañado de la metodología 5S y SMED, así como para llevar el control de la producción se propuso también el diagrama de SPC. Dando como resultados un mejor control en el proceso productivo de pallet y obteniendo una mejora en la productividad global de 1.01 a 1.36. Finalmente concluimos que para lograr la mejora de la productividad es necesario se lleve un constante control de todo el proceso y del programa propuesto.
Palabras claves: Proceso, producción, productividad y Sistema de gestión.
The present investigation had as objective to improve productivity in the productive process of pallets in the company Maderera Nuevo Perú S.A.C through a Management System based on Lean Six Sigma. To do this, first an analysis was carried out in the area of production using the Ishikawa Diagram, VSM and documents issued by the company, in addition, counted with the help of the workers in this area that through a questionnaire gave us more information in order to obtain the main causes of low productivity.
In the second place, work with the DMAIC methodology and for this it was proposed to use two pillars of TPM, which are the autonomous maintenance and preventive maintenance, accompanied by the Methodology 5S, SMED, as well as for the control of production it was also proposed the diagram of SPC. Resulting in better control in the productive process of pallet and obtaining an improvement in overall productivity of 1.01 to 1.36. Finally we concluded that in order to achieve the improvement of productivity it is necessary to keep a constant control of the entire process and of the proposed program.
Key words: Process, Production, Productivity and Management System.
Hoy en día las empresa industriales, se enfrentan a un mercado más exigente, ya no importa solo el precio si no también la calidad del producto, tanto es así que muchas veces el cliente por tener un mejor producto es capaz de pagar el precio ofrecido, es por ello que ahora las empresas empiezan a tomar acciones para mejorar su producto, por eso invierten en proyectos de mejora con el fin de maximizar los recurso utilizados y obtener una mejor productividad.
En la Empresa Maderera Nuevo Perú S.A.C, el problema se desprende a partir de la falta de organización en el sistema de trabajo, trayendo como consecuencia elevadas cantidades de merma por proceso, sobreproducción y reproceso de productos terminados, desorden y falta de limpieza en la línea de producción y paradas de máquinas inesperadas lo que ocasionaba tiempos muertos en la producción, todo esto influenciaba en la baja productividad que se tenía en la empresa.
Esta investigación tuvo como objetivo diseñar un Sistema de Gestión basado en Lean Six Sigma en el proceso productivo de pallets y es muy importante porque ayudará a mejorar la productividad en la empresa. Dicho Sistema de Gestión permitirá alcanzar resultados inmediatos en la productividad sin realizar inversiones en maquinaria, personal y tecnología, además de beneficiar a los trabajadores y de mejorar la utilización de la materia prima conservando el medio ambiente.
Como referencias a esta investigación tenemos que en Lima, Barahona y Navarro (2013), en su tesis “Mejora del proceso de galvanizado en una empresa manufacturera de alambres de acero aplicando la metodología Lean Six Sigma”. Para ello se plantearon la metodología Lean Six Sigma, con la filosofía japonesa 5´S y TPM, teniendo como resultado que el tiempo de procesamiento en galvanizado disminuyó, este cambio se dio gracias a que se disminuyó el tiempo de ciclo.
También en la investigación titulada “Mejoramiento de la productividad de la línea de extrusión de la empresa Cedal, emplearon la metodología Six Sigma”, realizada en la Escuela Nacional Politécnica, Quito – Ecuador. Por ello implementaron las fases del DMAMC (definir, medir, analizar, mejorar y controlar) de la metodología Six Sigma y dio como resultado que la cantidad de material no conforme o rechazado se redujo, la fabricación de perfiles extruidos mejoraron y con respecto a la eficacia de la producción se consiguieron mejorar, Garcés, L (2016).
El tipo de investigación que tiene este proyecto es descriptiva, porque se describió todo lo que se puede someter a un análisis y aplicada porque se puso énfasis en analizar hechos reales y dar soluciones prácticas basadas en teorías relacionadas al tema. Además es un diseño no experimental y cuantitativo.
El método de investigación que se tomó en cuenta es el método deductivo el cual permitió definir la realidad actual que atraviesa la empresa Maderera Nuevo Perú S.A.C, con ayuda de resultados o reportes de producción y el uso de cálculos de la productividad de los recursos que sean necesarios utilizar es decir productividad parcial o de un solo factor, así mismo el cálculo de la productividad total o también llamada productividad de múltiples recursos. Los resultados se derivan de las consecuencias individuales o conclusiones generales aceptadas, en este caso de los resultados de la producción.
El periodo del estudio que se realizó fue considerado de los meses de Junio del 2016 hasta Junio del 2017.
Para la obtener la población se consideró las zonas que conformaban el área de producción y por al tener una población pequeña se optó por tomar la misma para la muestra, siendo estas las zonas de aserrado, dimensionado, impregnado o curado, secado y armado.
Los criterios éticos que se tomaron en cuenta para realizar esta investigación fueron los siguientes:
Confidencialidad.- Se protegerá la identidad de las personas que participaran como informantes de la investigación, así mismo de todo lo que se recolecte de la empresa donde se realiza la investigación.
Originalidad.- Para ser eso posible se citaran todas las fuentes bibliográficas de donde se obtuvo la información, con el fin de demostrar la originalidad de la investigación.
Veracidad.- Toda la información mostrada en la investigación será verdadera y real.
Consentimiento informado.- Todas las entrevistas y cuestionarios deberán estar de acuerdo con el entrevistado y con el encuestado de ser informantes.
Para la recolección de datos se utilizaron técnicas como análisis documentario que tuvo como instrumento una guía de análisis documentario, entrevista que tuvo como instrumento un cuestionario, encuesta que tuvo como instrumento un cuestionario y como ultima técnica la observación directa que tuvo como instrumento una guía de observación y una hoja control.
También se determinó el proceso para analizar la información los cuales fueron agrupados en 2 fuentes primaria y secundaria.
Fuentes Primarias. - Información para conocer el proceso productivo de pallets, obtenido mediante la observación directa en el área de Producción de la fábrica Maderera Nuevo Perú S.A.C, información relacionados con la producción y venta de pallets, obtenida por el área Administrativa, y la información sobre aspectos de los procesos de fabricación de pallets, proporcionados por operarios (as) que forman parte de la mano de obra directa del proceso a través de entrevistas.
Fuentes Secundarias. - Información histórica de propuesta de un Sistema de Gestión basado en Lean Six Sigma o similares, proporcionada por empresas públicas y privadas que hayan aplicado Lean Six Sigma o lo más parecido posible, a través del análisis de documentos, tesis, revistas, libros o sitios web. El proceso del proyecto de investigación culmina con el análisis de todos los procedimientos anteriores, luego se evalúa por medio de los resultados obtenidos en cada una de ellos y al finalizar se verifica compara con la hipótesis propuesta con el fin de ver si coincide con los resultados.
Con respecto a las variables se determinó de la siguiente manera.
Variable Dependiente: Mejorar la productividad del proceso productivo de pallets de la fábrica Maderera Nuevo Perú S.A.C, el dónde se considera como indicadores de la productividad a la mano de obra, materia prima y productividad total, los cuales tienen relación con el producto terminado, así mismo estos indicadores ayudaran para ver cómo va el proceso de mejoramiento.
Variable Independiente: Sistema de Gestión basado en Lean Six Sigma, tomando como herramientas de Lean a la Metodología 5S, además de utilizar solo dos pilares del TPM como son el mantenimiento autónomo y el mantenimiento preventivo. Con respecto al Six Sigma se trabajó con la metodología DMAIC, los cuales son seleccionadas para mejorar la productividad de la empresa.
Como último punto presentamos lo que se utilizó para el análisis estadístico de datos comenzando por la tabulación de dato para ello se utilizó tablas, histogramas y gráficos estadísticos, para el análisis de datos se utilizó la interpretación por indicadores y también se utilizó programas como Excel, Word, Visio, SPC.
Lo primero se analizó la baja productividad con la ayuda del diagrama de Ishikawa con lo cual nos arrojó 12 causas luego fueron trabajadas con el diagrama Pareto y nos dio como resultado 4 posibles causas y fueron la mano de obra no capacitada, falta de indicadores, merma y la falta de una programación para el mantenimiento de la maquinaria.
También se utilizó como apoyo en el análisis la herramienta VSM, la cual es de importante ayuda ya que fácilmente se puede visualizar o detectar los cuellos de botella, los tiempos muertos o la deficiencia de algún proceso en la producción de pallets y nos dio como resultado de un Takt time de 16 seg/unid, lo que nos quiere decir que cada 16 seg se debería tener un producto terminado. Lo que en la realidad no se sucede así si no toma más tiempo, También con el diagrama podemos hallar tiempo sin valor agregado 26 días 12 horas 130 min y el tiempo del ciclo total 8 horas 24 min 5 seg.
Para poder hallar la productividad actual en la Empresa Maderera Nuevo Perú S.A.C, se utilizó el Diagrama de Pareto el cual dio como resultado 3 modelos de pallets, Modelo A (1.01m x 1.21m), Modelo B (1.0m x 1.20m) y Modelo C (1.02m x 1.22m) considerados con mayor demanda e ingresos durante el período de Junio del 2016 a Junio del 2017.
Una vez obtenido los modelos se procedió a calcular los costos que intervienen para la producción los cuales consideramos costo de materia prima, mano de obra, maquinaria y equipo
Costos considerados para la productividad actual
Ítem |
Costo (s/.) |
mano de obra |
S/. 337,920.00 |
materia prima |
S/. 1,073,537.03 |
insumos |
S/. 32,522.98 |
maquinaria y equipo |
S/. 601,452.58 |
Fuente: Elaboración propia.
En la tabla 1 con respecto a la mano de obra es consideró a los 22 trabajadores que intervienen en el área de producción, el costo de los insumos se obtuvo por cada modelo de pallets. En maquinaria y equipos el costo es por hora/máquina al año.
Dichos costos serán de ayuda para la obtención de la productividad actual de mano de obra, materia prima e insumos maquinaria y equipos de la empresa lo cual nos dio como resultado una productividad Global de 1.01
Como se sabe la propuesta es mejorar la productividad mediante un Sistema de Gestión basado en Lean Six Sigma en el proceso productivo de pallets, se estima que con la propuesta las mermas de materia prima e insumos, tiempos muertos y paradas de maquinaria y equipos se pueden reducir hasta un 50%, el cual se tomó ese dato por la ecuación de la probabilidad.
Con ello nos da un resultado en los tiempos de producción para el periodo de Julio 2017 hasta Julio 2018, con la disminución del tiempo sin valor agregado de 26 días 12 horas 130 min bajo a 23 días 135 min 224 seg y el tiempo del ciclo total 8 horas 24 min 5 seg bajo a 5 horas 22 min 5 seg. A raíz de que ya no se genera tiempos muertos, paradas inesperadas y mejora del proceso productivo de pallets.
Y por consecuencia se terminó la productividad estimada para el periodo de Julio 2017 hasta Julio 2018, el cual son los siguientes resultados.
Como se puede observar en la tabla 3, la productividad estimada de la mano de obra, materia prima e insumo, maquinaria y equipo mejora a comparación con la productividad actual, y por efecto la productividad Global estimada mejora de 1.01 a 1.36 con una mejora de 0.25
Para finalizar se realizó el Beneficio/Costo dando como resultado un beneficio de S/. 65,679.47, para este cálculo se tomó en cuenta los costos totales de lo actual y el estimado de materia prima e insumos, mano de obra, maquinaria y equipos, es hallado para luego ser comparado y dividido con el costo, como se muestra en la siguiente tabla.
Beneficio estimado
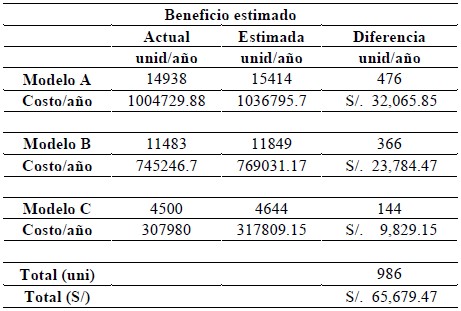
Fuente: Elaboración propia.
Con respecto a los costos se consideró de servicios internos y externos que hacienden a S/. 3,400.00, también se tomaron en cuenta los costos de insumos y materiales para la propuesta el cual haciende a S/. 6,990.00, dando como resultado de la suma de todos los costos de S/. 23.650.00
Luego se divide el beneficio entre los costos lo cual nos arrojó un resultado de 2.78 eso nos quiere decir que por cada 1 invertido se obtiene una ganancia de 1.78. Lo que quiere decir que la propuesta es muy beneficiosa.
En la investigación titulada “Mejoramiento de la productividad de la línea de extrusión de la empresa Cedal, empleando la metodología Six Sigma”, después de implementar las fases DMAIC se concluyó en que el material no conforme se redujo del 5.64% a 4.32%; por otro lado la presente propuesta de la investigación se estima un reducción de la cantidad de pie tablar por pallet del modelo A (1.01 m x 1.21 m) pasando de 19.166 a 16.681 pt, del modelo B (1 m x 1.20 m) de 18.564 a 16.158 pt y en el modelo C (1.02 x 1.22) de 21.542 a 18.749 pt.
Barahona y Navarro (2013), en su tesis “Mejora del proceso de galvanizado en una empresa manufacturera de alambres de acero aplicando la metodología Lean Six Sigma”, utilizaron 5´S y TPM, teniendo como resultado que el tiempo de procesamiento en galvanizado disminuyó de 320 a 277 min/ton, este cambio se dio gracias a que se disminuyó el tiempo de ciclo. En comparación con la propuesta utilizando 5´S, y dos pilares del TPM mantenimiento autónomo y preventivo junto con SMED se redujo el tiempo de ciclo en el proceso productivo de pallets en un lote de 1500 unidades, pasando de 26 días con 12 horas a un tiempo de 23 días con 135 minutos.
Villarreal (2016), en su tesis titulada “Mejora de la calidad en una empresa de confecciones empleando la metodología Six Sigma”, utilizando el diagrama de Ishikawa y Pareto para el análisis simplificado de la problemática. Aplicando la metodología Six Sigma se obtuvo un aumento de la capacidad del proceso en un 32% aproximadamente y la mejora de la calidad de los abrigos de los cuales el 76% de la producción se obtenían sin defecto alguno. En comparación con la propuesta, en la cual se utilizó los mismos diagramas de análisis, se obtuvo que la productividad aumente pasando de 1.01 a 1.36, con una diferencia de mejora de 0.25 considerando como una mejora aceptable y adecuada considerando la aplicación de la metodología Six Sigma.
Fuentes (2014), en su investigación “Diseño para la implementación de calidad Seis Sigma en el área de molino de la empresa Tenoplast”, en la cual se manifiesta que con la aplicación de esta metodología las empresas que lo aplican pueden llegar a recuperar la inversión que se ejecute, en esta empresa se obtuvo una tasa de retorno del 68,78% con un valor actual neto de $ 27802,18, muy factible como mejora. Considerando la propuesta planteada en esta investigación se desarrolló un análisis beneficio – costo el cual arroja que lo planteado es factible para la empresa ya que, por cada sol invertido obtienen una ganancia de 1,78.
Del diagnóstico del proceso productivo de la empresa Maderera Nuevo Perú S.A.C, se concluye que las zonas de trabajo se encuentran obstaculizadas por merma, objetos o elementos incensarios, que la maquinaria y equipos que utilizan no cuentan con mantenimiento preventivo, además del tener muchos tiempos muertos durante el proceso productivo de pallets, por paradas de limpieza o cambio de utillaje.
También se concluye que los factores influyentes en el proceso productivo de pallets de la empresa Maderera Nuevo Perú S.A.C., son la contratación de mano de obra no capacitada, no contar con controles ni registro de indicadores de producción de cada procesos ni de producto terminado, de no tener la merma controlada y de no contar con una programación preventiva del mantenimiento de la máquinas y equipos.
Además se concluye que con respecto a las herramientas de que se seleccionaron para el Sistema de Gestión basado en Lean Six Sigma con el fin de mejorar la productividad del proceso productivo de la empresa serán las herramientas de análisis como el VSM, Pareto, diagrama de operaciones por procesos (DOP) y diagrama de actividades por proceso (DAP), además se tomaron herramientas, metodología para gestionar la propuesta como es DMAIC, 5S y del TPM solo se seleccionó a conveniencia solo los pilares de mantenimiento autónomo y mantenimiento preventivo.
Se concluyó que, para elaborar el Sistema de Gestión, se tomó a la Metodología DMAIC para estructurar nuestro Sistema de Gestión basado en Lean Six Sigma, luego se desplegó cada fase del DAMIC, de acuerdo a ello se empezó por la fase Definir en donde se propuso utilizar los diagramas de Ishikawa y Pareto. Para la fase Medir se propuso utilizar solo 2 pilares del TPM, los cuales son Mantenimiento autónomo y Mantenimiento preventivo que fueron seleccionados a conveniencia para solucionar los principales problemas que tenía la empresa además por tiempo de desarrollarlo estos pilares y por el lado económico, con estos pilares se ayudó en la implementación de un programa de mantenimiento autónomo para la comunicación entre operario y las máquinas o equipos , para dicha propuesta se utilizaron herramientas de apoyo las cuales son la metodología 5S como base y SMED con respecto al mantenimiento preventivo se propuso utilizar fichas de Check- List para llevar un control de las inspecciones que se gestionarán. Con la siguiente fase de Analizar se propuso la herramienta Ishikawa, luego para la fase Mejorar se propuso utilizar el diagrama de Pareto y para la última fase que es Controlar se propuso utilizar el programa SPC (control estadístico de los procesos), el cual ayudará en el control de la producción de pallets con ello todas las herramientas, y metodologías mencionadas se basen de las herramientas de análisis y guía del proceso productivo de pallets las cuales son VSM, DOP y DAP.
Luego se calculó de la productividad estimada de acuerdo a la propuesta del Sistema de Gestión basado en Lean Six Sigma, el cual se determinó por los modelos predominantes en la producción de pallets, como estimación se propone una mejora de 50% para cada factor de mano de obra, materia prima e insumos, maquinaria y equipos. Entonces se dice que la productividad estimada de mano de obra para el modelo A es de 3.07, modelo B es de 2.28 y para el modelo C es de 0.94 , con respecto a la productividad estimada de materia prima e insumos para el modelo A es de 2.19, modelo B es de 2.15y el modelo C es de 1.92 y por ultimo para la productividad estimada de maquinaria y equipos se lograría llegar en el modelo A de 4.63, modelo B es de 3.43 y el modelo C es de 1.418, dando un aumento de la productividad global estimada de 1.01 a 1.36.
Y por último se concluye que la evaluación y análisis de beneficio/ costo de la propuesta de un Sistema de Gestión basado en Lean Six Sigma para mejor la productividad nos da un resultado de 2.78 y eso nos quiere decir que por cada sol invertido, se recupera la inversión y además hay una ganancia de 1.78.
Barahona, L. y Navarro, J. (2013). Mejora del proceso productivo en una empresa manufacturera de alambres de acero aplicando la metodología Lean Six Sigma. Pontificia Universidad Católica del Perú, Perú.
Camison, C., Cruz, S. y Gonzales, T. (2006). Gestión de la calidad: Concepto, enfoque, modelos y sistemas. Madrid, España: Pearson Educación.
Cerna, A. (2016). Los temas a futuro para la industria forestal. Revista LIGNUM. Chile, 116, 10. Recuperado, de: http://www.lignum.cl/wp-content/uploads/sites/6/2016/04/lignum-161.pdf
Cruelles, J. (2013). Ingeniería industrial. Métodos de trabajo, tiempos y su aplicación a la planificación y a la mejora contínua. México: Alfaomega Grupo Editor.
Chase, R., Jacobs, F. y Aquilano, N. (2009). Administraciòn de Operaciones. Producción y cadena de suministros. (12ª edición). México: McGraw-Hill/ Interamericana Editores.
Dounce, E. (2014). La productividad en el Mantenimiento Industrial. (3ª edición). México D.F., México: Grupo Editorial Patria.
Fuentes, S. (2014). Diseño para la implementación de la calidad de Seis Sigma en el área de molino de la empresa Tecnoplast del Ecuador Cia Ltda. (Tesis de titulación). Universidad de Guayaquil, Ecuador.
Galgano, A. (2004). Las Tres Revoluciones, Caza del desperdicio: Doblar la productividad con la Producción “LEAN”. Madrid, España: Ediciones Díaz de Santos.
Garcés, L. (2016). Mejoramiento de la productividad de la línea de extracción de la empresa Cedal, empleando la Metodología “Six Sigma”. Escuela Politécnica Nacional, Ecuador.
García, A. (1998). Conceptos de organización industrial. Barcelona, España: Marcombo S.A.
Grupo Editorial Editec (2016). 25 años de crecimiento en la industria. Revista LIGNUM. Chile, 116, 6 – 11. Recuperado, de: http://www.lignum.cl/wp-content/uploads/sites/6/2016/04/lignum161.pdf
Gutiérrez, C. (2008). Transferencia de tecnología en la Industria de la madera. (1° Edición). Perú:
CITEmadera. Consultado en:
http://www2.congreso.gob.pe/sicr/cendocbib/con2_uibd.nsf/F003F2DBE90806DD05257CA6 |
|
005E5C1C/$FILE/1_pdfsam_Transferencia_Tecnolog%C3%ADa_IndustriaMadera.pdf |
|
Gutiérrez, H. (2014). Calidad y Productividad. (4ª edición). México: McGraw-Hill/ Interamericana Editores.
Heizer, J. & Render, B. (2009). Principios de. Administración de Operaciones. (7ª edición). México: Pearson Educación.
Hernández, L. (2017). Técnicas operativas en almacén. (1ª edición). Barcelona, España: Marge Books
Herrera, R., Martínez, L., y Villalobos, O. (2010). Medición de la productividad en México: aspectos metodológicos. México, D.F., México: Instituto Politécnico Nacional.
Kimber, C. (2016). Los temas a futuro para la industria forestal. Revista LIGNUM. Chile, 116, 10. Recuperado, de: http://www.lignum.cl/wp-content/uploads/sites/6/2016/04/lignum-161.pdf
Krajewski, L., Ritzman, L. & Malhotra, M. (2008). Administración de Operaciones. Procesos y cadena de valor. (8ª edición). México: Pearson Educación.
Lledo, P., Rivalora, G., Mercau, R., Cucchi, D. y Esquembre, J. (2006). Administración Lean de proyectos. México: Pearson Educación.
Lefcovich, M. (2009). TPM, mantenimiento productivo total: un paso más hacia la excelencia empresarial. Córdoba, Argentina: El Cid Editor.
Lefcovich, M. (2009). Gestión total de la productividad. Córdoba, Argentina: El Cid Editor.
Lefcovich, M. (2009). Productividad: su gestión y mejora continua: objetivo estratégico. Córdoba, Argentina: El Cid Editor.
Martínez, A. y Cegarra, J. (2014). Gestión por proceso de negocio: organización horizontal. Madrid, España: Ecobook- Editorial del Economista.
Minaya, C. (2012). Línea base para estudio sobre la industria forestal maderera en el Perú.
Recuperado de:
http://www.serfor.gob.pe/portal/pdf/estadistica_forestal/LINEA%20BASE%20PARA%20ES TUDIO.pdf
Ogalla, F. (2005). Sistema de Gestión: Una guía de gestión. Madrid, España: Ediciones Díaz de Santos.
Pérez, M. (2013). Seis Sigma: Guía didáctica para MYPES. Ibagué, Colombia: Universidad de Ibagué.
Prokopenko, J. (2009). Globalización, competitividad y estrategias de productividad. Ginebra: Organización Internacional del Trabajo
Sacristán, F. (2001). Mantenimiento Total de la Produccion (TPM): Proceso de Implementación y Desarrollo. Madrid. España: Fundación Confemental.
Silva, J., Ramírez, A., Fuentes, F., Rodríguez, R., Turrado, J., y George, H. (2014). Diagnóstico de la industria de transformación primaria de las maderas tropicales de México. Revista Mexicana de Ciencias Forestales, 6(28), 202-221. Recuperado de: http://www.scielo.org.mx/pdf/remcf/v6n28/v6n28a14.pdf
Stincer, J. (2012). Introducción a la Ingeniería Industrial. D.F., México: Red Tercer Milenio.
Villareal, L. (2016), Mejora de la calidad en una empresa de confecciones empleando la metodología Six Sigma (Tesis de Bachiller). Universidad Católica de Santa María. Arequipa, Perú.
1 Egresado de Ingeniería Industrial, Escuela de Ingeniería Industrial, Facultada de Ingeniería, Arquitectura y Urbanismo, Universidad Señor de Sipán, Pimentel-Chiclayo, Perú, g.medi.hoy@gmail.com, Código ORCID: https://orcid.org/0000-0002-2533-5021
2 Egresada de Ingeniería Industrial, Escuela de Ingeniería Industrial, Facultada de Ingeniería, Arquitectura y
Urbanismo, Universidad Señor de Sipán, Pimentel-Chiclayo, Perú, mmontalvogina@crece.uss.edu.pe, Código ORCID: https://orcid.org/0000-0001-5143-0447
3 Docente adscrito a la Escuela de Ingeniería Industrial de la Universidad Señor de Sipán. Doctor en Educación. Registro ORCID: 0000-0003-4573-3868