Control Estadístico para la estandarización del proceso de reparación de prensas extrusoras en la Empresa de Ingeniería y Montaje S.A.C. 2017

Objetivos. Estandarizar el proceso de reparación de las prensas extrusoras mediante el Control Estadístico en la Empresa de Ingeniería y Montaje S.A.C. Materiales y métodos. El diseño fue de investigación preexperimental, la muestra fue realizada a las prensas extrusoras de tipo STORD INTERNATIONAL– RS64S con una capacidad de 50 Tn/h.. Se aplicaron técnicas como: observación, cuestionario, análisis documental y análisis de datos. Los datos obtenidos se analizaron estadísticamente usando gráficos de control. Resultados. Se determinó la gestión del proceso de reparación de prensas antes de haber aplicado el control estadístico para observar los problemas existentes, siendo medidos por indicadores. Así mismo se determinó un nuevo método de trabajo para la estandarización del proceso, de manera que se pueda volver a evaluar los indicadores y medir la diferencia. Conclusión. El proceso logró estandarizarse mediante indicadores que permitieron medir la diferencia entre un antes y un después de aplicado el control estadístico.
Palabras clave: control estadístico, estandarización, proceso, indicadores
Statistical Control for the standardization of the process of repair of extrusion presses in the Engineering and Assembly Company S.A.C. 2017
Goals. Standardize the repair process of the extruder presses through the Statistical Control in the Engineering and Assembly Company S.A.C. Materials and methods. The design was pre-experimental research, the sample was made to STORD INTERNATIONAL-RS64S extruder presses with a capacity of 50 Tn / h. Techniques were applied such as: observation, questionnaire, documentary analysis and data analysis. The obtained data were analyzed statistically using control charts. Results. The management of the press repair process was determined before having applied the statistical control to observe the existing problems, being measured by indicators. Likewise, a new work method for the standardization of the process was determined, so that the indicators can be re-evaluated and the difference can be measured. Conclusion. The process was standardized by means of indicators that allowed to measure the difference between a before and after the statistical control was applied. Keywords: statistical control, standardization, process, indicators.
Controle estatístico para a padronização do processo de reparação de prensas de extrusão na empresa de engenharia e montagem S.A.C. 2017
Objetivos Padronize o processo de reparo das prensas extrusoras através do controle estatístico na empresa de engenharia e montagem S.A.C. Materiais e métodos. O projeto foi pesquisa pré-experimental, a amostra foi feita para extratores STORD INTERNATIONAL-RS64S Extruder com uma capacidade de 50 Tn / h. Foram aplicadas técnicas como: observação, questionário, análise documental e análise de dados. Os dados obtidos foram analisados estatisticamente usando gráficos de controle. Resultados. A gestão do processo de reparação da imprensa foi determinada antes de ter aplicado o controle estatístico para observar os problemas existentes, sendo medido por indicadores. Do mesmo modo, foi determinado um novo método de trabalho para a padronização do processo, para que os indicadores possam ser reavaliados e a diferença pode ser medida. Conclusão. O processo foi padronizado por meio de indicadores que permitiram medir a diferença entre um antes e depois que o controle estatístico foi aplicado.
Palavras-chave: controle estatístico, padronização, processo, indicadores.
La aplicación del control estadístico para estandarizar un proceso es una investigación de suma importancia en la duración de cada etapa para que éste se mantenga controlado, es decir que tenga una variación mínima para poder moverse dentro de un intervalo de tiempo. Esta aplicación permitirá el uso masivo de diversas técnicas, tales como métodos estadísticos computarizados por medio de un software para alcanzar reducir o minimizar la variabilidad de tiempo entre la producción o reparación de algún producto. El que la empresa cuente con un proceso estandarizado, permitirá contemplar un control de calidad en el mismo, siendo esto una nueva manera de pensar y dirigir la dirección del proceso en este caso el de reparación de prensas extrusoras.
En la empresa ALREYVEN C.A (Venezuela) para el control de un proceso de producción bajo los estándares de optimización, se requiere de una investigación de campo, para lograr detectar y atacar las fallas que ocurren en las distintas fases involucradas para la fabricación de prensas de un perfil de aluminio. Es aquí donde entra en juego los parámetros para poder medir la calidad del producto, que no es más que la relación existente entre el número de troqueles corridos incompletos y el total de los troqueles corridos por prensa. Para decir que se está teniendo una producción eficiente, el proceso tendría que tender ciertos controles. En dicha empresa esto no se está cumpliendo, de hecho en ocasiones se distancia mucho del proceso correcto, naciendo aquí el interés de atacar esta problemática. (Fuenmayor, 2012)
En nuestro país el desarrollo de la Industria Metalmecánica es claramente visible en la evolución de las cifras de exportación de los productos del sector metalmecánico. En los últimos seis años, los envíos de dicho sector crecieron a una tasa promedio anual del 21%. El 2008, año en que la economía mundial se vio seriamente afectada por la crisis financiera, fue cuando presentó la tasa de crecimiento más elevada, para luego dar paso a un breve periodo de desaceleración hasta 2011, cuando se registró un aumento del 20.6% respecto del año anterior. Para el 2012, el aumento de las exportaciones fue del 12%, al alcanzar un valor de US$ 545 millones. Luego de este período se puede decir que al no registrarse muchas de las instalaciones de tipo artesanal, no obstante, de acuerdo a algunos trabajos históricos, se sabe que una de las primeras o tal vez la más importante de las factorías y talleres registrados en metalmecánica para la reparación de prensas, fue la fundición conocida como "El Aguila" que se especializó en maquinaria minera y pesquera. Se realizaron actividades resaltantes en los años 2010 – 2015 donde el sector metalmecánico alcanzó un gran renombre en Perú, debido al numeroso grupo de operarios con los que contaban las diferentes empresas relacionadas a este rubro, además de contar con instalaciones de gran extensión. (Pérez, 2015)
La Empresa de Ingeniería y Montajes S. A. C. no cuenta con procedimientos específicos para el proceso que realiza, no tiene documentación actualizada del proceso a detalle, sólo cuenta con un diagrama de bloque (genérico) presentado para su homologación, por ello es necesario contar con un diagrama de operaciones para poder plantear un control al proceso de reparación de prensas extrusoras de modo que nos permita saber su condición actual para poder hacer las observaciones correspondientes y así proponer un proceso estandarizado por medio de un control estadístico que detalle el intervalo de tiempo en el que éste se deba encontrar para permanecer dentro de un rango aceptable. La empresa se encuentra en la necesidad de tener plasmado los problemas con los que se debe tratar para ello se requiere de un diagrama de Ishikawa o también conocido como diagrama espina de pescado. El problema más relevante y que además requiere de una mayor preocupación, radica en el tiempo excesivo de reparación de las prensas. Esto es debido a que sólo existe un procedimiento inadecuado en la reparación de prensas ya que se hace visible la falta de estandarización en el proceso, es decir, que no se determinaron parámetros de tiempo para el servicio que brinda EMIMSAC, además el proceso no se encuentra delimitado ni descrito en algún documento existente en la empresa.
Por último pero no menos importante, un problema totalmente visible es la contratación de personal, es decir, los operadores contratados en la empresa son de dos tipos, en el primero se puede observar que las fichas de operadores contratados en su mayoría son jóvenes egresados del instituto SENATI, lo cual no es que el lugar de estudio sea malo, sólo que son personas recién egresadas y en muchos de los casos aún estudiantes, por lo tanto éstos requieren de una capacitación intensa antes de ser responsable de alguna etapa del proceso de reparación de prensas extrusoras, e incluso ser monitoreados constantemente porque a veces se da el caso que por falta de información acerca de alguna tarea encomendada se genera una demora en cuánto a tiempo se refiere, que se hace considerable al ver el tiempo total empleado en la prensa a reparar; y esto es debido a la timidez propia de su edad, por lo cual es necesario capacitar muy bien al personal antes que entre en actividad. Por otro lado están los operarios que son de edad avanzada, que si bien es cierto conocen de su trabajo pero el problema es expuesto cuando se requiere aplicar las normas de seguridad y salud ocupacional, por ejemplo en el uso de arnés y línea de vida, muchos de los trabajadores antiguos no lo usan ya que se sienten totalmente confiados por el tiempo de trabajo y pues quizá antes no le pasó nada, pero el área de seguridad debe cumplir con su labor de parar el proceso para que este trabajador cumpla con las normas establecidas, sin embargo en muchos de los casos el trabajador no quiere obedecer, se hace de rogar o simplemente no quiere cumplir, entonces es necesario llevarlo a oficina y sancionarlo; así se estaría contando con una obra menos o que puede ser reemplazada por algún estudiante de SENATI, y pues esto genera nuevamente un incremento en el tiempo del proceso de reparación de prensa.
Esta investigación utilizó un método de investigación pre-experimental, donde a través de la aplicación del control estadístico se identificó los puntos de distribución anormal, los cuales fueron atacados para brindar las propuestas necesarias que permitan mejorar el método de trabajo en el proceso de reparación de prensas extrusoras en la empresa. Por lo tanto correspondió a una investigación aplicada.
La empresa realiza la reparación a distintas prensas extrusoras, estas son: stord international RS64S, stord international RS64F, stord international MS64S y atlas stord BS64S; las cuales se emplearon como población del estudio. Mientras que para la muestra se tomó en cuenta distintos criterios por lo cual se escogió la stord international RS64S de 50Tn., por ser la que llega con mayor frecuencia.
Con la finalidad de darle una mayor rigurosidad a la investigación se realizó un cuestionario, el cual fue aplicado a 4 personas que se encuentran involucrados directamente con el proceso de reparación de prensas extrusoras, entre ellos se encuentra el gerente general, el administrador, el gerente de operaciones y el ingeniero supervisor de las reparaciones, quiénes especificaron una valoración a cada una de las causas mencionadas en dicho cuestionario.
Se le dio uso al software SPSS – versión 24 para la elaboración de las gráficas de control, las cuáles nos permitieron determinar los estadísticos esenciales para la realización de las mismas y así obtener parámetros de tiempo estándar por el cual se reconocieron aquellos tiempos excesivos de reparación, es decir los puntos que salían del rango de tiempo estándar establecido. Así mismo se contó con diferentes herramientas estadísticas que permitieron la realización de los objetivos, entre ellas se encuentra el diagrama de Ishikawa, el cual estuvo basado en las 4M: material, mano de obra, medición y métodos que fueron de ayuda para una mejor clasificación y recopilación de las causas esenciales que al ser utilizadas en el diagrama de Pareto, se pudo llegar a saber cuál es la causa más frecuente que genera la problemática, en este caso el elevado tiempo de reparación de las prensas extrusoras.
Como resultado inicial se realizó un diagnóstico para evaluar las falencias y problemas expuestos en dicho proceso. A continuación, se presenta el detalle de las actividades que se realizan para el proceso de reparación de prensas extrusoras y la medición inicial con respecto a los tiempos empleados para cada actividad.
Tabla 1.
Descripción de actividades del proceso de reparación de prensas extrusoras en la empresa de Ingeniería y Montaje S.A.C.
ÍTEM |
DESCRIPCIÓN DE ACTIVIDADES |
TIEMPO DE REPARACIÓN (HRS) |
1 |
Desarmar prensa en forma general. |
12.1 |
2 |
Arenado y pintado en forma general. |
15.1 |
3 |
Verifica condiciones del arenado |
0.3 |
4 |
Extraer revestimiento de tornillos derecho e izquierdo |
14.7 |
5 |
Revestimiento de conos y espirales de ambos tornillos en acero inox. |
21.8 |
6 |
Rellenar espirales de ambos tornillos extrusores y rectificar. |
13.4 |
7 |
Inspeccionar revestimiento de conos y espirales |
0.3 |
8 |
Armar caja reductora y pre mecanizar. |
6.7 |
9 |
Rellenar alojamientos de caja reductora y mecanizar |
22.5 |
10 |
Fabricación de tina desaguadora |
7.4 |
11 |
Montaje de tina desaguadora |
5.2 |
12 |
Cambiar dos templadores y tubos distanciadores de carcasa superior. |
7 |
13 |
Fabricar trinquetes con sus pines bisagras y pernos de ajuste en inox. |
13.7 |
14 |
Fabricar dos soportes triangulares. |
20.4 |
15 |
Fabricar cuadernas de carcasa superior e inferior |
28 |
16 |
Fabricar regletas de ajuste de carcasa superior e inferior |
22.5 |
17 |
Fabricar porta mallas de carcasa superior e inferior |
12.6 |
18 |
Remachar mallas de inox según el orden de los agujeros |
13.9 |
19 |
Inspeccionar mejoras a carcasa superior e inferior |
0.4 |
20 |
Revestir dos bridas y zona de salida de carga de ejes muñones. |
24 |
21 |
Mecanizar 2 bridas |
11.6 |
22 |
Cambiar sistema de protección de eje de cola. |
22.5 |
23 |
Armar primer y segundo cuerpo de caja reductora. |
6.1 |
24 |
Alinear caja reductora con carcasa inferior / Montaje porta mallas. |
3.6 |
25 |
Montaje de dos tornillos extrusores alineados en carcasa inferior y chumaceras. |
7.1 |
26 |
Inspección de montaje de caja reductora y tornillos extrusores |
0.3 |
27 |
Fabricación y montaje de chute de entrada. |
12.8 |
28 |
Realizar mantenimiento a bomba y filtro de lubricación. |
5 |
29 |
Montaje de carcasa superior ajustado con sus trinquetes |
4.9 |
30 |
Inspección final a prensa extrusora |
0.4 |
|
TOTAL |
336.3 |
Fuente: Observación directa de los trabajos de reparación de prensas extrusoras en la empresa de Ingeniería y Montaje S.A.C.
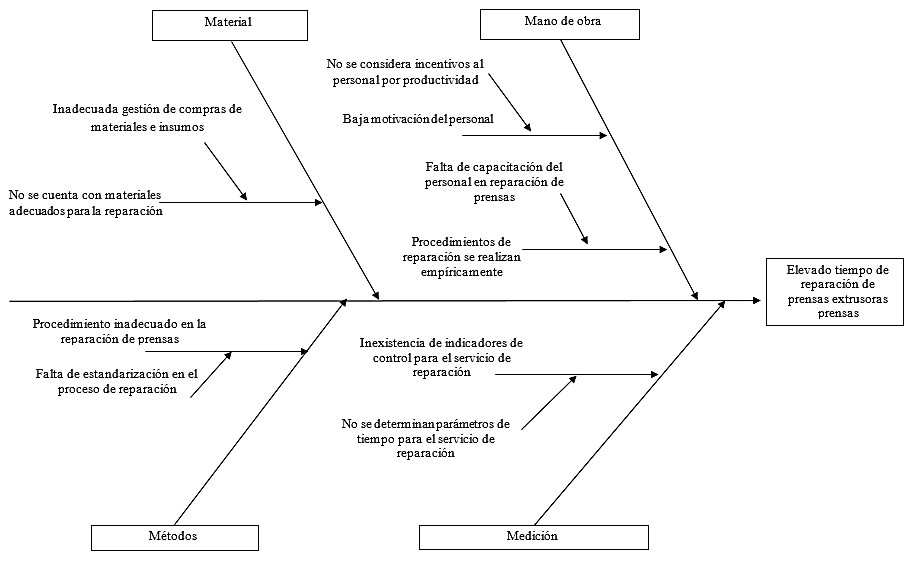
La informacion recopilada en la tabla anterior permitió medir el tiempo (realizado en horas) en el que era realizado el proceso de reparación de prensas extrusoras normalmente. Una vez obtenidos los tiempo a estudiar se procedió a identificar las causas por las que se hace visible un gran problema, como lo es el excesivo tiempo de reparación y las consecuencias a fines. Para ello se realizó el Diagrama de Ishikawa basado en las 4 M, entre ellas: material, mano de obra, método y medición, las cuales nos ayudaron a identificar las causas más relevantes relacionadas directamente con el proceso y el elevado tiempo de reparación de prensas extrusoras.
Figura 1. Diagrama de Ishikawa del proceso de reparación de prensas extrusoras
Fuente: Análisis de datos sobre los trabajos de reparación de prensas extrusoras en la empresa de Ingeniería y Montaje S.A.C.
En el Diagrama de Ishikawa se aprecia las causas relevantes relacionadas al Elevado tiempo de reparación de prensas extrusoras, a partir del cual se realiza la valoración de las causas mencionadas a través de un cuestionario aplicado al gerente general, al administrador, al gerente de operaciones y el ingeniero supervisor de las reparaciones de prensas extrusoras. La valoración de las causas relevantes se mide en una escala de puntuación de 1 a 5, de acuerdo a la siguiente tabla:
Tabla 2.
Nivel |
Puntuación |
Muy bajo |
1 |
Bajo |
2 |
Regular |
3 |
Alto |
4 |
Muy alto |
5 |
Fuente: Elaboración propia
Los resultados obtenidos en el proceso de valoración de causas relevantes se detallan en la tabla 3:
Tabla 3.
Causa relevante |
Valoración |
% |
% acumulado |
No se determinan parámetros de tiempo para el servicio de reparación |
42 |
41% |
41% |
Falta de estandarización en el proceso de reparación |
35 |
34% |
75% |
No se cuenta con documentación del proceso de reparación |
12 |
12% |
86% |
No se considera incentivos al personal por productividad |
7 |
7% |
93% |
Falta de capacitación del personal en reparación de prensas |
5 |
5% |
98% |
Inadecuada gestión de compras de materiales e insumos |
2 |
2% |
100% |
TOTAL |
103 |
100% |
|
Fuente: Elaboración Propia
A partir de la medida de valoración de las causas relevantes del tiempo excesivo de reparación de prensas extrusoras en la empresa de Ingeniería y Montaje S.A.C, se generó el diagrama de Pareto, el que se observa en la figura 2.
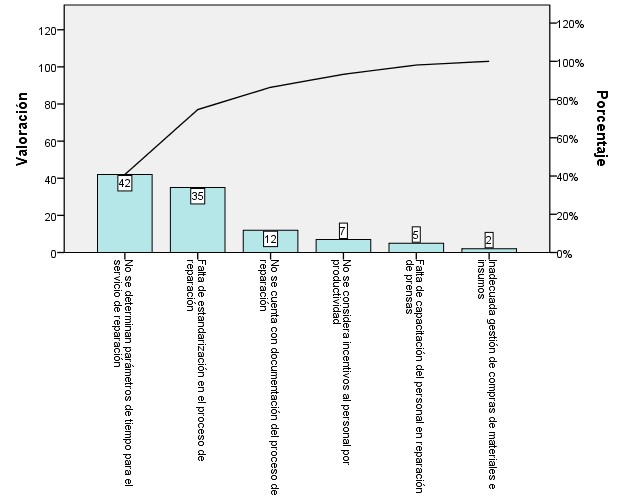
Figura 2. Diagrama de Pareto de valoración de causas relevantes en el tiempo excesivo de reparación de prensas extrusoras. Fuente: Tabla 3
En la tabla 3 y en la figura 2, se aprecia que las dos causas consideradas más relevantes en el tiempo elevado de reparación de prensas extrusoras son: No se determinan parámetros de tiempo para el servicio de reparación y Falta de estandarización en el proceso de reparación, ellas representan el 77% del total del impacto detectado, es decir las causas mencionadas recibieron la valoración más alta como causales del tiempo excesivo en la reparación de las prensas.
Nivel actual de indicadores del proceso
Se determinó el estado actual de los indicadores de estandarización de procesos, obteniendo el siguiente:
Para determinar el tiempo promedio de realización del proceso se utilizó la información recolectada en el periodo de setiembre de 2014 a setiembre de 2017. Para el cálculo del tiempo promedio de realización del proceso se empleó la siguiente fórmula:
TPR=

Reemplazando la información correspondiente en los componentes de la fórmula presentada, se obtiene:

El tiempo promedio de realización del proceso de reparación de prensas extrusoras es de 336.13 hrs, lo que representa un total de 42 días de proceso considerado una jornada laboral de 8 hrs.
Respecto de los costos asociados al proceso, se recopiló la información en el mismo periodo de las observaciones de tiempo del proceso, de setiembre 2014 a setiembre 2017, tal como se observa en la siguiente tabla:
Tabla 4.
|
Estructura de Costos |
Set 2014 - Set 2015 |
Set 2015 - Set 2016 |
Set 2016 - Set 2017 |
Promedio |
|
Costos Directos |
Materiale s Directos |
Materiales |
S/ 114,023.20 |
S/ 132,776.10 |
S/ 126,023.20 |
S/ 124,274.17 |
Insumos |
S/ 9,121.86 |
S/ 10,622.09 |
S/ 10,081.86 |
S/ 9,941.93 |
||
Total |
S/ 123,145.06 |
S/ 143,398.19 |
S/ 136,105.06 |
S/ 134,216.10 |
||
Mano de Obra Directo |
Sueldos y Salarios |
S/ 301,080.00 |
S/ 338,985.00 |
S/ 301,560.00 |
S/ 313,875.00 |
|
Gratificaciones |
S/ 50,180.00 |
S/ 56,497.50 |
S/ 50,260.00 |
S/ 52,312.50 |
||
Indemnizaciones |
S/ 125,450.00 |
S/ 112,995.00 |
S/ 201,040.00 |
S/ 146,495.00 |
||
Pensiones/Aportes |
S/ 45,162.00 |
S/ 50,847.75 |
S/ 45,234.00 |
S/ 47,081.25 |
||
Total |
S/ 521,872.00 |
S/ 559,325.25 |
S/ 598,094.00 |
S/ 559,763.75 |
||
Total |
S/ 645,017.06 |
S/ 702,723.44 |
S/ 734,199.06 |
S/ 693,979.85 |
||
Costos Indirecto s |
Mano de Obra Indirecta |
Jefe de Mantenimiento |
S/ 30,000.00 |
S/ 30,600.00 |
S/ 31,200.00 |
S/ 30,600.00 |
Supervisores |
S/ 64,800.00 |
S/ 64,800.00 |
S/ 66,600.00 |
S/ 65,400.00 |
||
Administrativos |
S/ 28,800.00 |
S/ 28,800.00 |
S/ 28,800.00 |
S/ 28,800.00 |
||
Otros |
S/ 6,020.00 |
S/ 6,862.50 |
S/ 6,220.00 |
S/ 6,367.50 |
||
Total |
S/ 129,620.00 |
S/ 131,062.50 |
S/ 132,820.00 |
S/ 131,167.50 |
||
Materiale s Indirecto s |
Repuestos |
S/ 30,010.00 |
S/ 33,815.25 |
S/ 30,298.40 |
S/ 31,374.55 |
|
Lubricantes |
S/ 22,489.60 |
S/ 25,455.15 |
S/ 22,887.20 |
S/ 23,610.65 |
||
Combustibles |
S/ 23,214.00 |
S/ 26,121.15 |
S/ 23,265.60 |
S/ 24,200.25 |
||
Total |
S/ 75,713.60 |
S/ 85,391.55 |
S/ 76,451.20 |
S/ 79,185.45 |
||
Gastos Indirecto s |
Alquiler |
S/ 38,400.00 |
S/ 38,400.00 |
S/ 38,400.00 |
S/ 38,400.00 |
|
Seguros |
S/ 13,200.00 |
S/ 13,200.00 |
S/ 13,200.00 |
S/ 13,200.00 |
||
Intereses |
S/ 560.00 |
S/ 1,352.50 |
S/ 1,854.25 |
S/ 1,255.58 |
||
Total |
S/ 52,160.00 |
S/ 52,952.50 |
S/ 53,454.25 |
S/ 52,855.58 |
||
Total |
S/ 257,493.60 |
S/ 269,406.55 |
S/ 262,725.45 |
S/ 263,208.53 |
||
|
Costo Total |
S/ 902,510.66 |
S/ 972,129.99 |
S/ 996,924.51 |
S/ 957,188.38 |
|
Fuente: Empresa de Ingeniería y Montaje S.A.C, setiembre de 2014 - setiembre 2017
En la tabla 4, el costo total de los servicios de reparación de prensas extrusoras en el periodo de setiembre de 2014 a setiembre de 2015 es S/. 902,510.66 soles, en el periodo de setiembre de 2015 a setiembre de 2016 es S/. 972,129.99 soles y en el periodo de setiembre de 2016 a setiembre de 2017 es S/. 996,924.51 soles; lo que al promediarse me proporciona el costo promedio anual de realización del proceso es de S/. 957,188.38 soles.
De acuerdo al total de observaciones realizadas en el periodo de tiempo especificado (setiembre de 2014 a setiembre de 2017) es posible determinar la cantidad promedio de reparaciones al año, tal como se observa en la siguiente tabla:
Tabla 5.
Periodo |
Número de reparaciones |
Set 2014 - Set 2015 |
40 |
Set 2015 - Set 2016 |
45 |
Set 2016 - Set 2017 |
40 |
Total |
125 |
Fuente: EMIMSAC
Según los datos presentado en la tabla 6, la cantidad promedio de servicios de reparación de prensas extrusoras es de 42 servicios/año.
Determinar el Método de trabajo para la estandarización del proceso de reparación de prensas extrusoras en la Empresa de Ingeniería y Montaje S.A.C.
A partir de las causas relevantes del problema observadas en el Diagrama de Ishikawa (Figura 1) y Diagrama de Pareto (Figura 2), se propone elaborar el Control estadístico del Proceso para reducir el impacto de las causas identificadas: No se determinan parámetros de tiempo para el servicio de reparación y Falta de estandarización en el proceso de reparación; para ello se procede a recolectar los tiempos del proceso de reparación de prensas extrusoras en el periodo de 3 años; considerando grupos de 5 reparaciones cada uno, los que se refiere a las reparaciones ejecutadas en paralelo por el personal de la empresa, al término de las cuales se inicia con otro grupo de 5 reparaciones, hasta completar los 25 grupos en el periodo de observaciones de 3 años, de setiembre de 2014 a setiembre de 2017.
Tabla 6.
|
Muestra |
X1 |
X2 |
X3 |
X4 |
X5 |
Media |
Rango |
||||||||
|
1 |
334.5 |
322.4 |
325.4 |
324.6 |
350.1 |
331.4 |
27.7 |
||||||||
|
2 |
347.7 |
348.1 |
330.3 |
340.8 |
319 |
337.18 |
29.1 |
||||||||
|
3 |
327.7 |
327.6 |
327.1 |
336.3 |
336.1 |
330.96 |
9.2 |
||||||||
|
4 |
348.7 |
336.3 |
350.2 |
352.5 |
363.6 |
350.26 |
27.3 |
||||||||
|
5 |
332.9 |
336.9 |
342.6 |
338.3 |
325.7 |
335.28 |
16.9 |
||||||||
|
6 |
335.4 |
336.5 |
323.4 |
339.7 |
330.9 |
333.18 |
16.3 |
||||||||
|
7 |
332.5 |
333.6 |
323.3 |
343.8 |
341.3 |
334.9 |
20.5 |
||||||||
|
8 |
324.3 |
346.5 |
342.8 |
316.7 |
364.3 |
338.92 |
47.6 |
||||||||
|
9 |
339.4 |
328 |
323.8 |
330.9 |
331.3 |
330.68 |
15.6 |
||||||||
10 |
342.4 |
341 |
328.1 |
341.5 |
328.5 |
336.3 |
14.3 |
|
||||||||
11 |
335.2 |
320.6 |
327.3 |
336.1 |
326.5 |
329.14 |
15.5 |
|
||||||||
12 |
326.3 |
315.4 |
335.2 |
341.9 |
365.9 |
336.94 |
50.5 |
|
||||||||
13 |
342.1 |
338.5 |
329.8 |
329 |
326.8 |
333.24 |
15.3 |
|
||||||||
14 |
312.7 |
327.3 |
349.2 |
325.4 |
347.7 |
332.46 |
36.5 |
|
||||||||
15 |
327.3 |
323.6 |
329.7 |
338.7 |
336.1 |
331.08 |
15.1 |
|
||||||||
16 |
331.7 |
325.8 |
342.8 |
337.9 |
338.9 |
335.42 |
17 |
|
||||||||
17 |
337.4 |
326.9 |
336.6 |
338.6 |
332 |
334.3 |
11.7 |
|
||||||||
18 |
348.5 |
334 |
326.3 |
332.7 |
322.1 |
332.72 |
26.4 |
|
||||||||
19 |
338.2 |
339.6 |
360.4 |
348.6 |
359.1 |
349.18 |
22.2 |
|
||||||||
20 |
334.9 |
331.9 |
344.4 |
327.3 |
336 |
334.9 |
17.1 |
|
||||||||
21 |
331.5 |
333.7 |
331.9 |
349.7 |
340.1 |
337.38 |
18.2 |
|
||||||||
22 |
343.2 |
331 |
342.4 |
340.7 |
329 |
337.26 |
14.2 |
|
||||||||
23 |
347.5 |
339.1 |
364.7 |
359.6 |
352.6 |
352.7 |
25.6 |
|
||||||||
24 |
339.2 |
321.6 |
336.7 |
329.6 |
332.2 |
331.86 |
17.6 |
|
||||||||
25 |
339.9 |
336.8 |
337.5 |
331.4 |
332.7 |
335.66 |
8.5 |
|
||||||||
|
|
Promedio |
|
|
336.13 |
21.44 |
|
|||||||||
Fuente: Elaboración Propia
Respecto del total de las observaciones realizadas, también se aplicaron las técnicas asociadas al control estadístico del proceso, primero se evaluaron las medidas de tendencia central y las medidas de dispersión, para un total de 125 observaciones, obteniendo lo siguiente:
Tabla 7.
Estadístico |
Valor (horas) |
Media |
336.132 |
Mediana |
336.000 |
Moda |
327.3 |
Desviación estándar |
10.48 |
Varianza |
109.81 |
Rango |
53.2 |
Mínimo |
312.7 |
Máximo |
365.9 |
Fuente: Tabla 6
Entre las medidas de tendencia central se evaluó la Media que alanzó un valor de 336.132 hrs, la Mediana fue de 336.0 hrs, los que se interpretan como el promedio de las observaciones obtenidas por la repetición de las observaciones; por otro lado la Moda fue de 327.3 hrs, y representa el valor más común obtenido en los tiempos de reparación evaluados, Respecto de los indicadores de dispersión se considera la Desviación estándar de 10.48 hrs, lo que representa que tanto se alejan los valores observados del promedio, que resultó siendo en promedio 10hrs y 48 min la cantidad que difieren los tiempos observados del promedio; los valores Mínimo y Máximo obtenidos fueron de 312.7 hrs y 365.9 hrs respectivamente, a los que corresponde un Rango de 53.2 hrs.
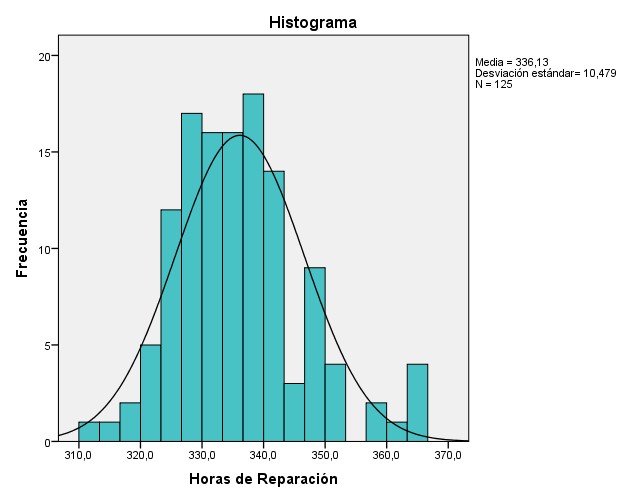
Figura 3. Histogramas de tiempos de reparación de prensas extrusoras en la empresa Ingeniería y Montaje S.A.C.
Fuente: Tabla 7
Se puede apreciar en el gráfico de histogramas (figura 3) que los valores obtenidos coinciden con una distribución normal, pero presenta una ligera inclinación hacia la cola izquierda del gráfico de histogramas, es decir los valores más frecuentes obtenidos corresponden a valores menores al promedio. Finalmente, se obtuvieron los gráficos de control del proceso, ello con la finalidad de detectar elementos de variación no usuales en los datos observados, ello permite la fijación de criterios útiles para la detección de posibles deficiencias en el proceso. En estas cartas los puntos muestreados son representados gráficamente de una forma secuencial y posteriormente unidos por una línea facilitando la interpretación visual.
Para el presente estudio, se generaron los Gráficos de Control de variables X y R, para determinar si el tiempo de reparación de las prensas extrusoras (variable output del proceso) se encuentra bajo control estadístico o no.
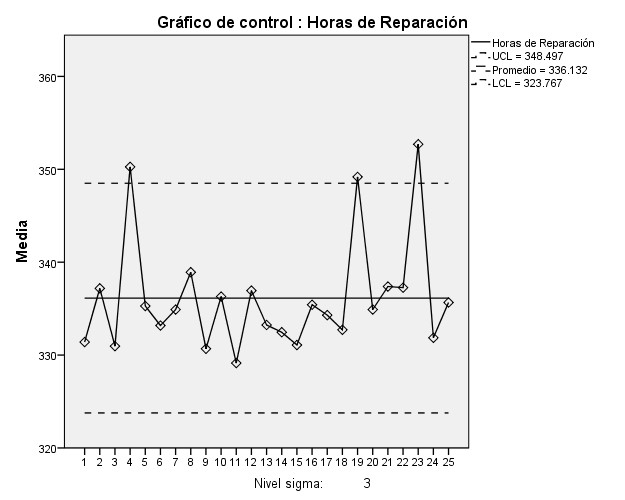
Figura 4. Gráfico de Control X, para el tiempo de reparación de prensas extrusoras en la empresa Ingeniería y Montaje S.A.C. Fuente: Tabla 6
Se aprecia en el Grafico de Control X (figura 4), que la línea central marca el promedio obtenido por todas las observaciones (336.132 hrs), un límite inferior y límite superior que corresponde a 3 desviaciones estándar por debajo y por encima del promedio, alcanzando valores de 348.49 hrs para el límite superior (UCL) y de 323.77 hrs para el límite superior (LCL).
Se aprecia en el gráfico de control que existen 3 observaciones que se encuentran fuera de los límites aceptados para el control estadístico del proceso, ello indica, que esas variaciones tuvieron causas especiales de variación, lo que deviene en un estudio más profundo de las causas del tiempo excesivo en la reparación de las prensas extrusoras.
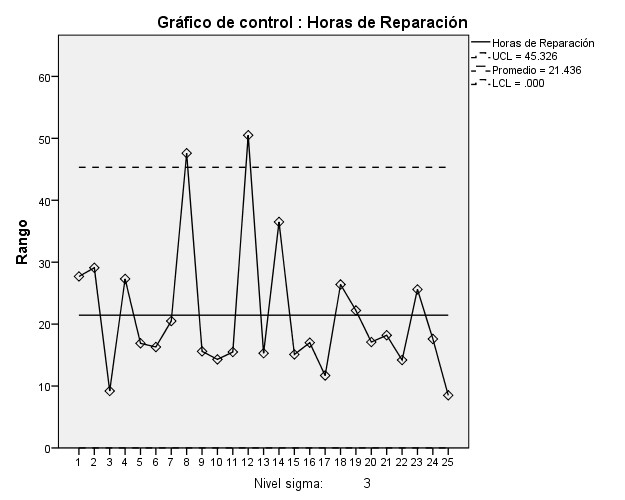
Figura 5. Gráfico de Control R, para el tiempo de reparación de prensas extrusoras en la empresa Ingeniería y Montaje S.A.C.
Fuente: Tabla 6
En el Grafico de control de rangos (Gráfico R), se aprecia la diferencia entre las reparaciones realizadas en el menor y en el mayor tiempo para un grupo específico (muestra), tal es así que en la muestra 8 el rango del tiempo de reparaciones de prensas es de 47.6 hrs, lo que indica que en los tiempos obtenidos en dicha muestra se obtiene una dispersión en dicha cantidad de horas. Los mismo sucede en la muestra 12, donde se obtuvo un rango de 50.5 hrs, lo que indica una diferencia mayo entre los timos obtenidos en dicha muestra. Los dos grupos que sobrepasan los límites de control deben evaluarse a detenimiento para establecer las causas especiales de variación atribuibles a dicha dispersión pronunciada.
Evaluar los indicadores del proceso controlado para la estandarización del proceso de reparación de las prensas extrusoras en la Empresa de Ingeniería y Montaje S.A.C.
Dado que la mejora propuesta eliminará los tiempos excesivos en la reparación de prensas extrusoras, por ello se discriminan dichos tiempos excesivos y se realiza el cálculo de los indicadores de estandarización de procesos para realizar la comparativa del proceso actual con el proceso resultante tras la realización del control estadístico del proceso:
A partir de los datos presentados en el Anexo 05 y discriminado los tiempos que exceden el límite superior establecido en el gráfico de control X, se recalcula el tiempo promedio de realización TPR del proceso obtenido lo siguiente:

Considerando la información correspondiente, discriminando las observaciones que corresponden a la muestra 4, 19 y 23, se obtiene:

Se aprecia que el tiempo promedio posterior de realización del proceso de reparación de prensas extrusoras es de 334.14 hrs, lo que representa un total de 42 días de proceso considerado una jornada laboral de 8 hrs.
Tabla 8. Comparación del tiempo promedio de realización del proceso actual y proyectado
Indicador |
Actual (hrs) |
Prosterior (hrs) |
Diferencia (hrs) |
% Reducción |
Tiempo promedio de realización del proceso |
336.132 |
334.144 |
1.988 |
0.59% |
Fuente: Fuente propia
El costo posterior para la ejecución del proceso presenta variaciones asociadas principalmente al costo de personal, dado que la reducción en el tiempo del proceso implica una reducción del costo hora/hombre asociado a su ejecución:
Tabla 9.
|
Actual |
Proyectado |
Diferencia |
% Aumento |
Tiempo promedio de realización del proceso (hrs) |
336.132 |
334.144 |
- |
- |
Días útiles requeridos (3 años) |
1090 |
1090 |
- |
- |
Cantidad de reparaciones posibles (3 años) |
25 |
27 |
2 |
5.00% |
Cantidad de reparaciones en simultaneo (observaciones) |
5 |
5 |
- |
- |
Total de reparaciones (3 años) |
125 |
132 |
7 |
7.00% |
Cantidad promedio de reparaciones (año) |
42 |
44 |
2 |
2.88% |
Fuente: Elaboración propia
Se puede apreciar en la tabla 9, que los costos directos del servicio de reparación de prensas extrusoras posteriores son menores a los actuales, dado que la cantidad de horas/hombre requeridas en la reparación se reducen producto de las acciones de mejora propuestas, obteniéndose un valor proyectado de S/. 556,453.12 soles en comparación a los S/. 559,763.75 soles actuales, con una reducción de S/. 3,310.63 soles, que representa el 0.48% del total de costos directos, y el 0.35% del total de los costos del servicio. Finalmente, se obtiene que el costo promedio posterior proyectado anual de realización del proceso sería de S/. 953,877.75 soles.
A partir de la reducción en el tiempo requerido para la reparación de prensas extrusoras se logró aumentar la cantidad de reparaciones posibles en un tiempo similar al evaluado. En la tabla N° 11 se aprecia que la cantidad de reparaciones posibles representa el total de reparaciones que pueden realizarse en el lapso de 3 años si solo se realizara una a la vez, lo que aunado a la cantidad de reparaciones en simultaneo, permiten determinar el total de reparaciones en el lapso de 3 años, sea el actual y el proyectado, tal como se aprecia en la siguiente tabla:
Tabla 10.
Costos |
Actual |
Proyectado |
Diferencia |
% Reducción |
|
Costos Directos |
Materiales Directos |
S/. 134,216.10 |
S/. 134,216.10 |
- |
0.00% |
Mano de Obra Directo |
S/. 559,763.75 |
S/. 556,453.12 |
S/. 3,310.63 |
0.59% |
|
Total |
S/. 693,979.85 |
S/. 690,669.22 |
S/. 3,310.63 |
0.48% |
|
Costos Indirectos |
Mano de Obra Indirecta |
S/. 131,167.50 |
S/. 131,167.50 |
- |
0.00% |
Materiales Indirectos |
S/. 79,185.45 |
S/. 79,185.45 |
- |
0.00% |
|
Gastos Indirectos |
S/. 52,855.58 |
S/. 52,855.58 |
- |
0.00% |
|
Total |
S/. 263,208.53 |
S/. 263,208.53 |
- |
0.00% |
|
Costo Total |
S/. 957,188.38 |
S/. 953,877.75 |
S/. 3,310.63 |
0.35% |
|
Fuente: Elaboración propia
Se puede apreciar en la tabla 10, que producto de la reducción en el tiempo de reparación de prensas extrusoras, se proyecta un aumento en la cantidad de reparaciones posibles a realizarse en dicho periodo, aumentando de 25 a 27 reparaciones posibles, lo que aunado a la cantidad de reparaciones en simultáneo indican un aumento proyectado de 125 a 132 reparaciones en 3 años, representando un aumento del 7% en comparación a la cantidad actual. A partir de ello se determina que, la cantidad promedio proyectada de servicios de reparación de prensas extrusoras es de 44 servicios/año, aumentándose la cifra en 2.88% respecto de la cantidad actual.
El presente capítulo desarrolla el análisis de resultados obtenidos en la investigación referido al control estadístico y estandarización del proceso de reparación de prensas extrusoras, ello se sustenta en la recolección de datos de 125 observaciones realizadas al proceso de reparación de prensas desde setiembre del 2014 a setiembre de 2015, que proporciona información relevante para la contrastación teórica de los resultados de acuerdo a la información presentada por diversos autores, para tal fin se logró determinar la gestión del proceso actual para la estandarización de reparación de prensas extrusoras, se determinó el método de trabajo para la estandarización del proceso y evaluó los indicadores del proceso controlado para la estandarización del proceso.
En la gestión del proceso actual de reparación de prensas extrusoras se establece como tiempo promedio de reparación 336.132 horas que representa 42 días con una jornada laboral de 8 horas diarias, el cual puede someterse a mejora, dado que actualmente no se registran controles o indicadores de tiempo que aseguren el cumplimiento de plazos por parte del personal, por ello no es posible identificar si las reparaciones se realizan en el tiempo adecuado o están superando el tiempo permitido; dichos resultados coinciden con lo referido por GONZÁLEZ, 2013 que aduce que como parte de la detección de factores que inciden en la producción, debe considerarse el cálculo del tiempo de trabajo, que de ser el adecuado permite lograr la estandarización y mejoramiento del proceso, asegurando la calidad del servicio ofertado, lo mismo que YEP, 2011 quien identifico las falencias en el área productiva, de tal forma que se determina la aplicación de diferentes herramientas como funciones de control, aseguramiento y mejora de la calidad de los procesos y productos; como alternativas de mejora al proceso.
Por otro lado, el costo promedio anual es S/. 957,188.38 soles, de los cuales S/. 693,979.85 soles corresponden a los costos directos que corresponde a materiales directos y mano de obra directa, del cual la mano de obra alcanza los S/. 559,763.75 soles; respecto de la cantidad de reparaciones al año es posible realizar 42, considerando que por lo general la empresa realiza hasta 5 reparaciones en paralelo; las cifras mostradas evidencian problemas en el control del proceso dado su costo operativo excesivo, que se relaciona directamente con el costo de personal, de ello se puede inferir que la carencia de un control del tiempo del proceso deviene en el aumento en la cantidad de horas/hombre, que a la vez se refleja en el costo del personal.
La identificación de las causas relevantes para el tiempo excesivo en el proceso de reparación de prensas extrusoras, resulta fundamental para determinar las acciones de mejora a implementar para mitigar el efecto de dichas causas, dentro de las cuales se menciona: no se determinan parámetros de tiempo para el servicio de reparación, la falta de estandarización en el proceso, no se cuenta con documentación del proceso, capacitación inadecuada del personal en reparación de prensas; este argumento de la detección de causas del problema para la creación de propuesta se fundamenta en la afirmación de BARRÓN,2012 quien establece que analizar la causas raíz de variaciones en el proceso permite implementar un sistema de Control de Procesos (Graficas de Control) que permitan reducir los problemas de calidad y las devoluciones.
Respecto al Grafico de Control X se obtuvo un límite superior (UCL) de 348.49 hrs y de 323.77 hrs para el límite superior (LCL), donde las observaciones 4, 19 y 23 superan el límite superior establecido por el gráfico de control, lo que implica el análisis de las posibles causas de la variabilidad a fin de corregir dichas falencias y se pueda obtener un proceso controlado estadísticamente; ello coincide con lo afirmado por CARROLA, 2011 quien indica que para el aseguramiento de la Calidad una de las herramientas a utilizar es el Control Estadístico de Procesos, que permite mantener el control y mejora de procesos, donde gracias al control estadístico de proceso se logrará tener una historia en el dominio del tiempo de procesos, permite realizar correcciones al mismo, empleando gráficas de control que permiten establecer las causas de variabilidad del proceso, lo que permitirá que rápidamente se tomen acciones correctivas. Se pudo comprobar que las gráficas de control muestran en todo momento el estado de salud del proceso.
A partir de la mejora propuesta se consigue una reducción en el tiempo promedio de reparación de prensas extrusoras en 0.59%, a la vez se obtiene una reducción en el costo del servicio, experimentando una disminución de 0.48% en los costos directos y 0.35% en el costo total del servicio; asimismo, la reducción en el tiempo de reparación de prensas extrusoras implica un aumento en 2.38% en la cantidad de servicios de reparación de prensas extrusoras ofrecidas en el año respecto de la cantidad actual.
Finalmente, las mejoras realizadas al proceso de reparación de prensas extrusoras mediante la aplicación del Control Estadístico permitió estandarizar el proceso manifestado en la reducción del tiempo de reparación, planteando como hipótesis nula H0 la igualdad del tiempo de reparación actual con el obtenido posterior a la mejora, la cual se rechaza al obtener un Estadístico t = 5.9653 y P (T<=t) = 0.0019; con lo que se confirma estadísticamente la reducción en el tiempo de reparación de prensas extrusoras producto de las mejoras realizadas.
La reparación de prensas extrusoras experimentó la estandarización del proceso mediante la aplicación del control estadístico, obteniendo una reducción en el tiempo del proceso, confirmado estadísticamente a través de los valores t = 5.9653 y P (T<=t) = 0.0019, donde se establece la diferencia significativa entre el tiempo de reparación previa y posterior a la mejora. La gestión del proceso actual del proceso de reparación de prensas extrusoras demuestra que el tiempo de reparación de 42 días en promedio, con un costo de mano de obra superior al 50% del costo total del servicio y una cantidad máxima de 42 reparaciones al año, dada la inexistencia de controles e indicadores de tiempo. El control estadístico del proceso como método de trabajo para la estandarización del proceso permite con la creación de gráficos de control X y R; obtener que 3 muestras de las 25 observadas presentan variaciones de tiempo de reparación anormales. El proceso estandarizado establece una rango de tiempo adecuado para la reparación de prensas extrusoras que implica una reducción de tiempo en 0.59% y menor costo del servicio en 0.48%, aumentando la cantidad de servicios al año en 2.38%.
Barrón, F. (2012). Implementación del control estadístico de procesos (Gráficas de Control) en el área de cortes y ensambles. (Grado de Maestro en Ciencias con especialidad en Calidad y Producción). México, Universidad Autónoma Nuevo León, 231pp.
Carrola, M. (2013). Aseguramiento de la Calidad a través del Control Estadístico del Proceso. Tesis (Título de Ingeniero Industrial). Lima: Pontificia Universidad Católica del Perú, 176pp.
Fuenmayor, J. (2014) Optimización del Proceso de Prensa de Extrusión en Alreyven C.A, Mediante La Detección Y Reparación De Fallas. Tesis (Título de Ingeniero de Materiales - Mención Metalmecánica). Venezuela: Universidad Simón Bolívar, 193pp.
González, C. (2013). Estandarización y Mejora de los Procesos Productivos en la Empresa Estampados Color Way Sas. Tesis (Título de Ingeniero Industrial) Colombia: Corporación Universitaria Lasallista, 145pp.
Pérez, César, Control de Calidad-Metodología y Aplicaciones.1° edición. Perú: Celis S.R.L. 2015. 258pp.
Torres P., Pérez A., Marmolejo, L. (2010), Ordóñez José A., García Reniel E., Una mirada a la Industria, desde la Estandarización de Procesos. Revista EIA [en línea]. Disponible en:
<http://www.redalyc.org/articulo.oa?id=149218986002>
Valderry, P. (2013). Herramientas para la Calidad Total. 1° edición. Colombia: Ediciones de la U, 298pp.
Yep, T. (2011). Propuesta y Aplicación de herramientas para la mejora de la calidad en el proceso productivo en una planta manufacturera de pulpa y papel tisú. Tesis (Título de Ingeniero Industrial). Lima: Pontificia Universidad Católica del Perú, 125pp.
1 Escuela de Ingeniería Industrial. Universidad César Vallejo. Chimbote, Perú. Chira_2802@hotmail.com
2 Escuela de Ingeniería Industrial. Universidad César Vallejo. Chimbote, Perú
3 Escuela de Ingeniería Industrial. Magister. Universidad Cesar Vallejo. Chimbote. Perú.
lesquivel@ucv.edu.pe